-

In the health food and beverage industry, functional foods and drinks are becoming key drivers of market growth. These products deliver essential nutrition and contain specific health-beneficial ingredients like probiotics, nanonutrients, plant extracts, fat-soluble active substances, and more. The bioavailability, stability, and texture of these products directly impact their efficacy and consumer experience.
ATS has successfully applied high-pressure homogenization technology with innovative nano-sizing, emulsification, and dispersion of active ingredients in the functional food & beverage products. This ensures seamless scalability while maintaining product quality from lab-scale research to industrial-scale production.


 Production line for Vitamin E encapsulation
Production line for Vitamin E encapsulation  Chili sauce production line
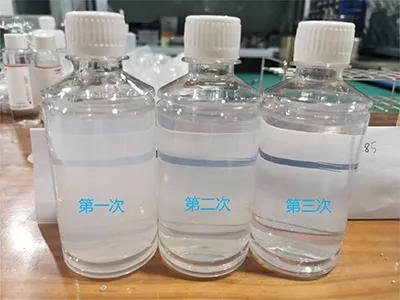
Chili sauce production line After three processing cycles, the Vitamin A sample’s transparency increased significantly. By the third cycle, the sample has become see-through, meeting the customer’s expectations. The processed Vitamin A microcapsule particles reached the nano-level, enabling better absorption and higher bioavailability.
 Before encapsulation
Before encapsulation  After encapsulation
After encapsulation  Before dispersion
Before dispersion  After dispersion
After dispersion Let us help you find the right nano-processing equipment to support your R&D, scale-up, and production needs.